Ring Die Wood Pellet Mill: Environmental Sustainability Guide
Kingwood · May 26, 2026
Ring Die Technology as an Industrial Sustainability Tool
Wood processing facilities generate substantial volumes of residual biomass — sawdust, bark, offcuts, and spent chips — that have historically been disposed of through landfill, open burning, or low-value bulk sale. Ring die pellet mill technology changes that calculus by converting these residue streams into standardized, high-density biomass pellets with defined calorific and emissions profiles.
The ring die configuration — in which feedstock is forced radially outward through die channels by counter-rotating rollers — produces pellets at consistent bulk density and moisture levels. Kingwood’s biomass pellets achieve a calorific value of 4,800 kcal/kg, moisture content below 15%, and sulfur content below 0.3%. These figures satisfy the EU moisture standard (<15%), Japan’s sulfur threshold (≤0.5%), ISO ash standard (<20%), and China’s dioxin GB limit (≤1.0 ng-TEQ) within a single product specification.
This technical consistency is not incidental. It is what makes ring die pellets fungible as an industrial fuel and enables combustion system operators to meet regulated emission limits that unprocessed biomass or fossil alternatives cannot match at equivalent cost.
Emission Reduction and the Biogenic Carbon Cycle
From an atmospheric chemistry standpoint, wood pellets occupy a structurally different position than fossil fuels. CO₂ emitted during pellet combustion was absorbed from the atmosphere by the source trees during their growth cycle. Provided feedstock is sourced from forests under active management — whether through FSC, SFI, or equivalent national certification — net atmospheric carbon contribution across the full fuel lifecycle approaches neutrality.
Fossil fuel combustion, by contrast, oxidizes geologically sequestered carbon with no equivalent short-cycle sink. The distinction matters for industrial operators facing carbon pricing mechanisms, emissions disclosure obligations, or procurement requirements tied to the EU Renewable Energy Directive or comparable national frameworks.
At the stack level, pellet combustion in properly engineered boiler systems produces lower particulate matter, sulfur dioxide, and nitrogen oxide concentrations than equivalent raw biomass or coal combustion. Kingwood production lines are designed so that all emission indicators fall below China’s GB13271-2001 Boiler Air Pollutant Emission Standard — a benchmark that is broadly consistent with international industrial boiler requirements.
Process Integration: Waste Heat, Dust Control, and Circular Economy Design
Sustainability in ring die pellet production is not limited to the pellet’s end-use combustion profile. The production process itself can be configured to minimize energy waste and environmental release.
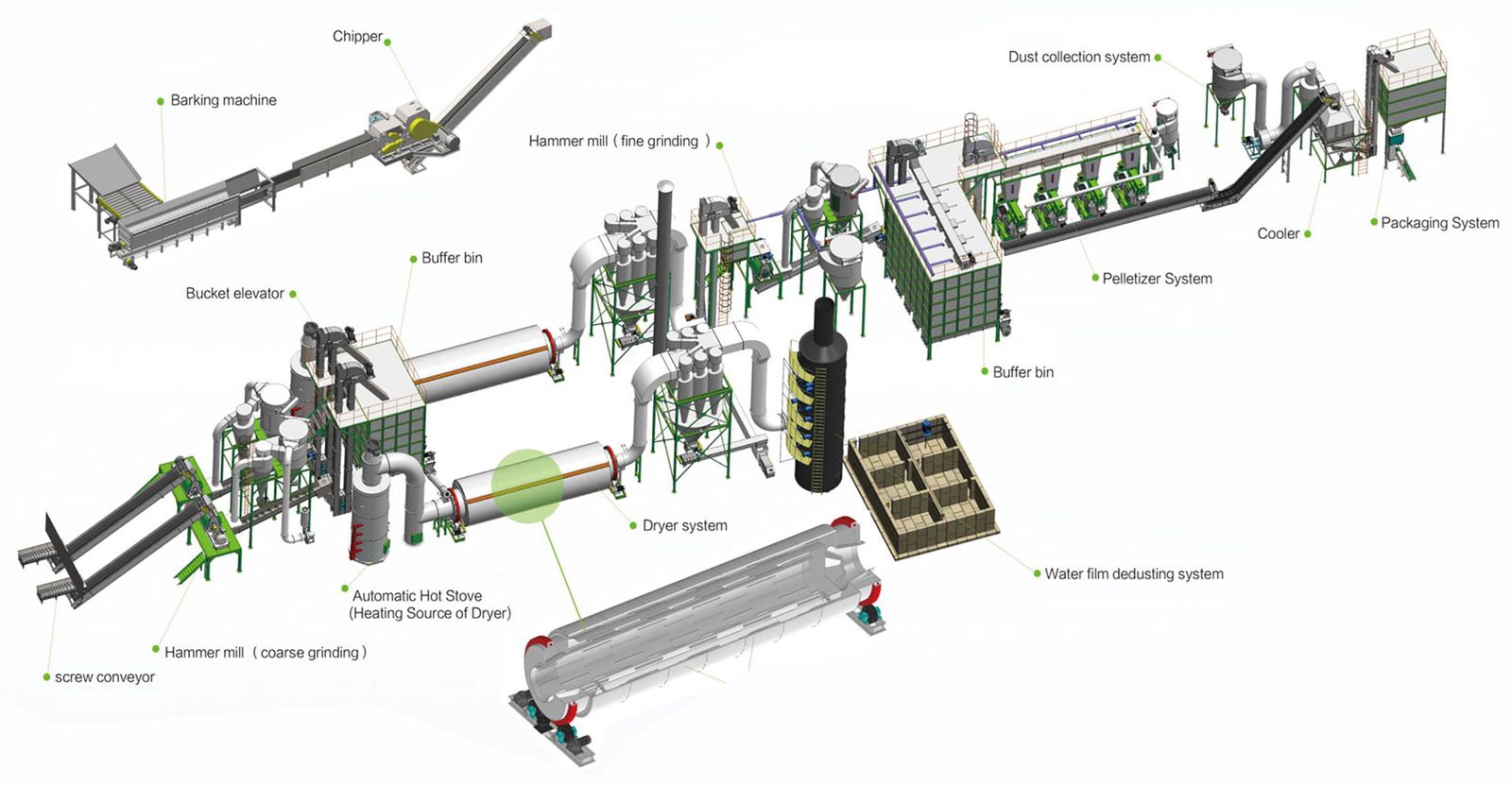
Waste heat recirculation: Kingwood’s complete wet-feed pellet production lines — which handle high-moisture biomass through crushing, coarse grinding, drying, fine grinding, pelletizing, and packaging in a fully enclosed sequence — are engineered to recirculate thermal energy from drum dryer exhaust back into feedstock pre-drying. This reduces the external energy input required per tonne of finished pellet and improves the facility’s overall energy balance.
Dust-Free production: The Dust-Free production line pillar of Kingwood’s Three-Standardization Framework addresses a specific industrial hygiene and environmental compliance challenge: fine particulate release during grinding, conveying, and pelletizing stages. Enclosed processing with integrated dust removal systems eliminates fugitive dust at source rather than managing it downstream.
Circular economy integration: Wood residues that were previously a disposal cost become feedstock with positive market value. A complete Kingwood production line can process up to 200,000 tonnes per year of biomass feedstock into export-grade or industrial-grade pellets. This transformation — waste stream to traded commodity — is the practical expression of circular economy principles in industrial wood processing.
For operators evaluating capital economics, the trajectory is documented: a 12 t/h Vietnam production line commissioned by Kingwood in 2024 achieved full payback in 23 months, with fuel cost reductions of 40–50% versus fossil fuel alternatives. At the larger end of the project portfolio, a 24 t/h wood chip pellet line in Vietnam delivered in 2023 demonstrates the scalability of these economics.
Matching Technology Selection to Sustainability Objectives
Not every ring die pellet mill configuration delivers equivalent environmental performance. Key selection parameters that affect sustainability outcomes include:
- Die geometry and compression ratio: Determines pellet density and durability, which directly affect combustion efficiency and particulate output at the boiler.
- Feedstock moisture tolerance: Kingwood’s wet-feed line design accommodates high-moisture biomass without requiring full pre-drying to bone-dry specifications, reducing dryer energy load.
- Automation level: Fully automated lines, such as those built under Kingwood’s Three-Standardization Framework, reduce operator error, maintain consistent pellet quality, and enable real-time process monitoring — all factors that affect emission consistency and fuel specification compliance.
- Integrated versus standalone equipment: A standalone pellet mill produces pellets; an integrated production line produces a certifiable fuel. For industrial buyers supplying power utilities or export markets, the difference in documentation, consistency, and regulatory defensibility is material.
Kingwood’s model range — from the JWZL-688 at 2–2.3 t/h through the JWZL-928 at 4–5 t/h and the horizontal JZWH-860 at 4–5 t/h — provides configuration options across project scales. For line sizing above 10 t/h, Kingwood’s engineering team designs complete integrated systems drawing on experience across more than 2,000 production line projects planned and implemented across 30 countries.
Industrial operators seeking to quantify the environmental and financial case for ring die pellet mill investment can review documented project outcomes on the Kingwood case studies page or contact the technical sales team for feedstock-specific process design assessment.
FAQ
How does a ring die wood pellet mill reduce industrial waste in wood processing?
Ring die pellet mills process sawdust, timber offcuts, bark, and other lignocellulosic residues that would otherwise require landfill disposal or open burning. By compressing this feedstock through the ring die under high pressure and temperature, the mill converts waste streams into standardized biomass pellets suitable for industrial combustion or export.
Are wood pellets produced by ring die mills genuinely carbon-neutral?
When feedstock is sourced from certified sustainable forestry operations, wood pellets can approach carbon neutrality. CO₂ released during combustion re-enters the biogenic carbon cycle and is reabsorbed by replanted or growing trees. This differs fundamentally from fossil fuel combustion, which releases geologically sequestered carbon with no equivalent sink.
What emission standards do Kingwood biomass pellets meet?
Biomass pellets produced on Kingwood production lines comply with China's GB13271-2001 Boiler Air Pollutant Emission Standard, and the fuel specification targets sulfur content below 0.3%, ash content below 18%, and dioxin emissions below 0.5 ng-TEQ — figures that also satisfy EU moisture standards (<15%) and Japan sulfur thresholds (≤0.5%).
How does ring die technology improve energy efficiency compared to raw biomass combustion?
Pelletization increases bulk energy density significantly. Kingwood's biomass pellets deliver a calorific value of 4,800 kcal/kg, enabling more complete combustion, lower particulate output, and reduced transport volume relative to unprocessed biomass chips or sawdust.
What role does waste heat recovery play in ring die pellet mill operations?
In integrated production lines, heat generated during pelletization and hot exhaust from drum dryers can be recirculated to pre-dry incoming biomass feedstock. This closed-loop thermal management reduces external energy demand and improves overall plant efficiency — a design feature embedded in Kingwood's Dust-Free, Automated production line configurations.
How do ring die pellet mills support sustainable forestry certification schemes?
Growing demand for certified wood pellets has incentivized wood processors to seek FSC or SFI chain-of-custody certification. Ring die pellet mills designed for traceability-compatible feedstock handling allow producers to document biomass origin, supporting due diligence requirements under the EU Renewable Energy Directive and similar regulatory frameworks.
What is the cost advantage of switching from fossil fuel to biomass pellets?
Industrial operators switching to biomass pellets produced on Kingwood lines report fuel cost reductions of 40–50% compared to equivalent fossil fuel consumption. A documented case from Vietnam achieved full equipment payback in 23 months on a 12 t/h production line commissioned in 2024.
- Biomass pellets produced on Kingwood lines achieve a calorific value of 4,800 kcal/kg with sulfur content below 0.3% and dioxin emissions below 0.5 ng-TEQ, satisfying EU, Japan, ISO, and China GB standards simultaneously. (2025, Kingwood product specification sheet, Jiangsu Kingwood Industrial Co., Ltd.)
- A 12 t/h wood pellet production line delivered by Kingwood in Vietnam (2024) achieved full capital payback in 23 months, with operators reporting fuel cost savings of 40–50% versus fossil fuel alternatives. (2024, Kingwood Vietnam project case record — slug: vietnam-wood-pellet-line-12-tph-kingwood-payback)