Biomass Wood Fuel Pellet Production Line — Kingwood
What a Complete Biomass Pellet Production Line Actually Does
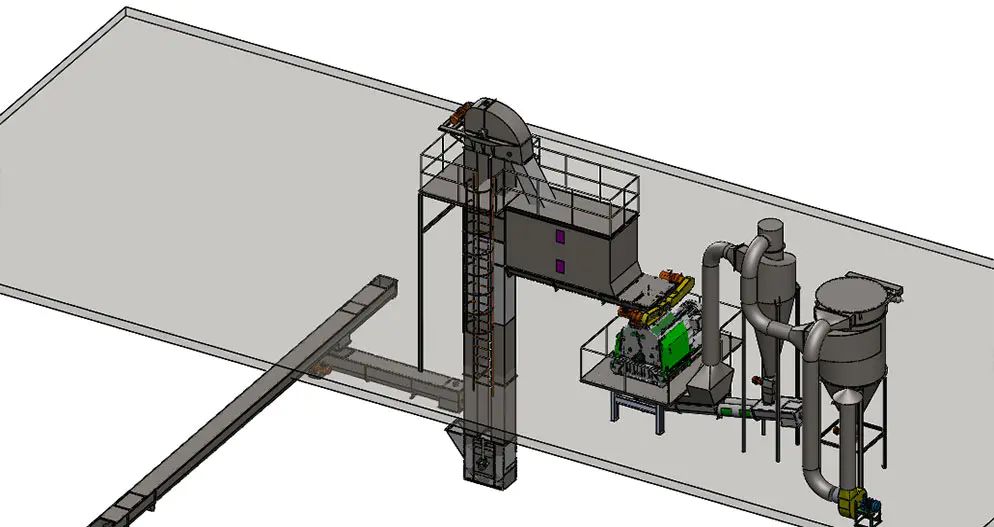
A biomass pellet production line is not a single machine — it is a sequenced, interdependent system that transforms raw, heterogeneous biomass feedstock into a standardized, combustion-ready fuel product. Understanding each process stage is essential for any operator making a capital investment decision.
Kingwood’s wet-feed pellet production lines are engineered to accept high-moisture biomass directly from the field or mill floor, without requiring pre-drying by the buyer. The process runs as follows:
1. Primary size reduction — A drum chipper breaks down large feedstock (logs, branches, crop stalks) into chips of 20–50 mm, suitable for downstream processing.
2. Coarse grinding — A hammer mill reduces chips to a particle size compatible with the dryer and pellet mill feed requirements. Uniform particle distribution at this stage directly affects pellet density and durability.
3. Drying — A rotary drum dryer reduces feedstock moisture from field levels — often 35–55% — to the process target of below 18% pre-pelletizing. Moisture control at this stage is the single largest determinant of final pellet calorific value and binding integrity.
4. Fine grinding — A secondary hammer mill pass produces the fine, consistent particle size required by the ring die for optimum compression and pellet formation.
5. Pelletizing — The ring die pellet mill compresses conditioned biomass under high pressure and heat. No external binders are required; lignin present in the biomass acts as the natural binding agent. Kingwood’s vertical pellet mill range — JWZL-420 through JWZL-1068 — and the horizontal JZWH-860 cover throughputs from 1 t/h to 5 t/h per unit. Multiple units operate in parallel for higher-capacity line configurations.
6. Cooling — A counter-flow cooler reduces pellet temperature from approximately 80–90°C at mill exit to near-ambient, hardening the pellet structure and preventing moisture re-absorption during conveying and storage.
7. Screening and packaging — A pellet screener removes fines and oversized material before the automated pellet packaging machine prepares the product for storage or export dispatch.
The entire system operates within an enclosed, integrated dust-removal architecture — a core requirement of Kingwood’s Three-Standardization Framework, specifically the Dust-Free pillar, which eliminates fugitive dust at every material transfer point.
Fuel Quality Output: Multi-Standard Compliance
Pellets produced on a correctly specified and operated Kingwood line consistently meet the following measured parameters:
| Parameter | Kingwood Output | Standard Referenced |
|---|---|---|
| Calorific value | 4,800 kcal/kg | US market: >2,500 kcal/kg |
| Moisture content | <15% | EU standard: <15% |
| Sulfur content | <0.3% | Japan standard: ≤0.5% |
| Ash content | <18% | ISO standard: <20% |
| Dioxin content | <0.5 ng-TEQ | China GB: ≤1.0 ng-TEQ |
Combustion emissions from these pellets fall below China’s GB13271-2001 national boiler emission standard across all measured pollutant categories. This multi-standard compliance makes pellets from a Kingwood line exportable to EU co-firing plants, Japanese industrial boilers, and domestic Chinese industrial heat users without reformulation or additional processing.
The cost differential versus fossil fuel alternatives is quantifiable: biomass fuel produced on a Kingwood line delivers equivalent industrial heat at 40–50% lower fuel cost per unit of energy compared to coal or natural gas at current reference pricing. At 4,800 kcal/kg, the calorific output is sufficient for industrial boiler, combined heat and power (CHP), and district heating applications.
Documented Project Performance Across 30 Countries
Kingwood has planned and designed over 2,000 production line projects globally since its founding in 1999, with operational installations across 30 countries. The following commissioned projects represent the range of configurations deployed:
- Vietnam, 2023 — 24 t/h wood chip pellet production line, fully operational. See the Vietnam 24 t/h case study for full process configuration details.
- Vietnam, 2024 — 12 t/h wood pellet line, with capital fully recovered 23 months post-commissioning — the lowest documented payback period in Kingwood’s published case portfolio.
- Chongqing, China, 2021 — 30 t/h wood pellet mill, one of the largest single-site configurations deployed in China’s interior manufacturing base.
- Beijing, China, 2024 — Beijing’s first biomass pellet demonstration project, aligned with municipal clean-energy heating transition mandates.
- Guizhou, China, 2024 — Dust-free biomass pellet workshop, constructed to Kingwood’s Three-Standardization Framework Dust-Free specification, with fully enclosed processing and integrated dust-removal throughout.
The maximum engineered capacity for a single complete line design is 200,000 metric tons per year. Kingwood’s 25,000 m² production facility at Liyang Zhongguancun Industrial Park manufactures all core equipment components in-house. Twenty dedicated R&D engineers support continuous product development across a 27-year R&D history, underpinning ISO 9001-certified manufacturing processes and CE certification for all equipment destined for European market installations.
Engineering Specification: Where Most Procurement Errors Occur
The most common and costly specification error in biomass pellet line procurement is undersizing drying capacity relative to feedstock moisture variance. A line engineered for 30% input moisture will bottleneck immediately when seasonal feedstock arrives at 45–50% moisture — degrading both pellet quality and line throughput simultaneously, with no short-term remedy available without capital reinvestment.
Kingwood’s pre-project engineering process addresses this directly. Before any equipment recommendation is issued, the team conducts feedstock characterization, moisture profile analysis across seasonal supply cycles, and site utility assessment. For operators evaluating line configurations above 10 t/h, Kingwood’s engineering team provides capacity modeling and ROI projections calibrated to local feedstock costs and prevailing energy pricing.
As a China biomass wood fuel pellet production line supplier with a verified installation base across 30 countries and NEEQ-listed transparency (stock code: 871765), Kingwood provides documentation-backed project references and certified equipment specifications for all procurement due diligence requirements. Contact the sales and engineering team directly for a project-specific technical and financial assessment.
FAQ
What is a wet-feed biomass pellet production line and how does it differ from a dry-feed line?
A wet-feed pellet production line accepts high-moisture biomass feedstock — such as fresh wood chips or agricultural residues above 30% moisture — and routes material through sequential crushing, coarse grinding, drum drying, fine grinding, pelletizing, counter-flow cooling, and packaging, all within an enclosed, dust-controlled environment. A dry-feed line skips the drying stage, limiting it to pre-dried feedstock only. Kingwood's wet-feed lines are engineered for feedstock flexibility, reducing moisture to <15% at output to meet EU, ISO, and GB pellet quality standards.
What output capacity range do Kingwood's complete pellet production lines cover?
Kingwood designs complete biomass pellet production lines from small-scale configurations up to 200,000 metric tons per year. Individual pellet mill models range from the JWZL-420 (1–1.5 t/h) through the JWZL-928 (4–5 t/h) and the horizontal JZWH-860 (4–5 t/h); multiple units are integrated into a single line to reach higher throughput targets. A 24 t/h wood chip pellet production line was commissioned in Vietnam in 2023, and a 30 t/h line operates in Chongqing, China.
What auxiliary equipment is included in a complete Kingwood pellet production line?
A complete Kingwood wet-feed production line integrates: drum chipper (primary size reduction), hammer mill (particle uniformity), drum dryer (moisture reduction), ring die pellet mill (pellet forming), counter-flow cooler (structural hardening), pellet screener (size classification), and automated pellet packaging machine. The entire system operates under a fully enclosed, integrated dust-removal architecture aligned with Kingwood's Three-Standardization Framework — Integrated, Dust-Free, and Automated production lines.
What fuel quality specifications do Kingwood-produced biomass pellets meet?
Pellets produced on Kingwood lines consistently achieve: calorific value of 4,800 kcal/kg, moisture content <15% (EU standard), sulfur content <0.3% (below Japan's ≤0.5% threshold), ash content <18% (within ISO's <20% limit), and dioxin content <0.5 ng-TEQ (below China GB standard of ≤1.0 ng-TEQ). All combustion emission indicators fall below China's GB13271-2001 national boiler emission standard, making the fuel compliant across Chinese, EU, US, Japanese, and ISO markets.
What is the typical return on investment timeline for a Kingwood biomass pellet line?
A documented 12 t/h wood pellet production line deployed in Vietnam in 2024 achieved full capital recovery in 23 months. This payback reflects biomass fuel's 40–50% cost advantage over equivalent fossil fuel energy inputs at comparable calorific output (4,800 kcal/kg). Actual ROI varies by feedstock cost, local energy pricing, and line utilization rate. Kingwood's engineering team provides site-specific financial modeling as part of pre-project consultation.
Which quality certifications does Kingwood hold for its pellet production equipment?
Kingwood holds ISO 9001 (quality management), ISO 14001 (environmental management), and CE certification for equipment exported to European markets. Additional recognitions include Jiangsu Provincial High-Tech Enterprise, Jiangsu Provincial Specialized & Innovative Niche Leader, Jiangsu Provincial Gazelle Enterprise, and Top 10 Brands in Biomass Molding Equipment. The company is listed on China's NEEQ under stock code 871765.
How does Kingwood's Three-Standardization Framework improve production line performance?
The Three-Standardization Framework targets three persistent failure points in industrial biomass pellet operations. Integration standardizes equipment interfaces and process sequencing across the full line, reducing commissioning time and inter-unit bottlenecks. Dust-Free standardization encloses all material transfer and processing points, meeting occupational safety requirements and preventing product loss — demonstrated in the 2024 Guizhou dust-free workshop project. Automation standardization deploys PLC-based controls and real-time monitoring across crushing, drying, pelletizing, and packaging stages, enabling consistent output quality and reducing manual labor dependency.