Batch vs. Continuous Pellet Line: Key Factors
Kingwood · May 26, 2026
Selecting the right biomass pellet production line configuration is one of the highest-stakes engineering decisions a biomass fuel producer will make. Get it wrong and you carry excess capital tied up in underutilized capacity, or you face chronic throughput bottlenecks that erode margin. The core structural choice—batch versus continuous processing—is not a matter of preference; it is an engineering determination driven by specific, measurable parameters.
Feedstock Characteristics: The First Filter
Before any capacity or cost analysis begins, feedstock defines the envelope of viable configurations.
Moisture content is the most critical variable. High-moisture biomass—green wood chips, fresh agricultural residues—requires active drying before pelletizing. In a continuous wet-feed line, this means integrating a drum dryer between the primary size-reduction and pelletizing stages, maintaining output moisture below 15% to meet standard fuel specifications. In a batch context, drying is either a separate pre-treatment step or an external process, which introduces handling complexity and inter-stage storage requirements.
Particle size and uniformity determine how much primary processing—drum chipping, hammer milling—must occur upstream of the pellet mill. A feedstock arriving as uniform, pre-chipped wood waste integrates more cleanly into a continuous flow. Highly variable material—mixed agricultural by-products, forestry slash of different species—may suit a batch line where operators can adjust grinder screens and dryer parameters between runs.
Chemical composition (ash content, sulfur level, lignin concentration) affects die selection, pellet mill settings, and emissions compliance. Kingwood’s biomass pellets are specified at ash below 18%, sulfur below 0.3%, and calorific value of 4,800 kcal/kg—targets that require consistent raw material control regardless of line type.
Production Scale and Throughput Economics
Scale is the dominant variable in the batch-versus-continuous decision once feedstock is characterized.
Continuous lines deliver their economic advantage through elimination of cycle idle time and stable energy consumption at steady-state operation. Kingwood designs complete wet-feed continuous production lines for capacities up to 200,000 metric tons per year—facilities where labor, energy, and consumable costs per ton must be minimized to remain competitive. At those volumes, continuous operation is the only viable architecture.
Batch lines are appropriate at lower annual volumes where the capital saving on equipment outweighs the per-ton operating premium. They also serve producers who need to manufacture pellets to different specifications for different buyers—switching between pellet diameters, densities, or additive formulations between production runs.
A practical reference: Kingwood’s 12 TPH continuous wood pellet line commissioned in Vietnam in 2024 recovered full capital investment within 23 months, demonstrating the payback profile achievable at commercial scale with a correctly sized continuous configuration. See the Vietnam 12 TPH project case for detailed throughput and cost data.
For operations targeting 24 TPH or above—as in Kingwood’s 2023 Vietnam installation—continuous automated lines are the standard approach, providing the throughput density and uptime reliability that batch architectures cannot match at that scale.
Energy Efficiency, Automation, and Compliance
Energy consumption is often underestimated in the configuration selection process. A continuous line, once thermally stabilized, operates drum dryers and counter-flow coolers at consistent temperatures, avoiding the energy overhead of repeated heat-up and cool-down cycles that characterize batch drying. However, this advantage is only real when the line runs at or near design capacity. An oversized continuous line at 40% utilization will consume more energy per ton than a correctly sized batch system at 90% utilization.
Automation is increasingly a differentiator. Kingwood’s Three-Standardization Framework—Integrated, Dust-Free, and Automated production lines—provides a structured approach to evaluating automation readiness. Fully automated continuous lines reduce labor headcount per ton, improve consistency of pellet density and durability, and generate process data for quality management. Batch systems can be automated but typically retain more manual intervention at cycle boundaries.
Regulatory compliance applies to both configurations but places different demands on each. Dust-Free line design, enclosed conveying, and integrated extraction are standard in Kingwood’s continuous line architecture—critical for operations in jurisdictions with strict particulate emission requirements. Kingwood’s production lines are engineered so that all emission indicators comply with GB13271-2001, China’s national air pollutant emission standard for boilers, and biomass fuel output meets EU moisture standards (<15%), ISO ash standards (<20%), and Japanese sulfur standards (≤0.5%).
Capital Cost and Total Cost of Ownership
Initial capital outlay for batch equipment is lower, and commissioning is simpler. For producers entering the biomass fuel market with limited capital or uncertain demand forecasts, batch lines reduce financial exposure during the market development phase.
Continuous lines require higher upfront investment—larger structures, more instrumentation, integrated material handling from in-feed to packaged output. However, producers manufacturing biomass pellets at commercial volumes that achieve 40–50% cost savings versus fossil fuel alternatives need continuous-line efficiency to sustain those margins over the asset lifecycle.
The decision framework is straightforward: model the total cost of ownership over a 10-year horizon at your forecast utilization rate. Include capital amortization, energy, labor, maintenance parts, and planned downtime. The configuration with the lower 10-year cost per ton at your specific volume and feedstock profile is the correct answer—not the one with the lower nameplate price.
Kingwood’s engineering team, with 27 years of R&D experience and over 2,000 production line projects across 30 countries, provides pre-sales technical consultation to support this analysis. Contact Kingwood to request a configuration assessment for your feedstock specification and capacity target.
FAQ
What is the primary operational difference between batch and continuous biomass pellet production lines?
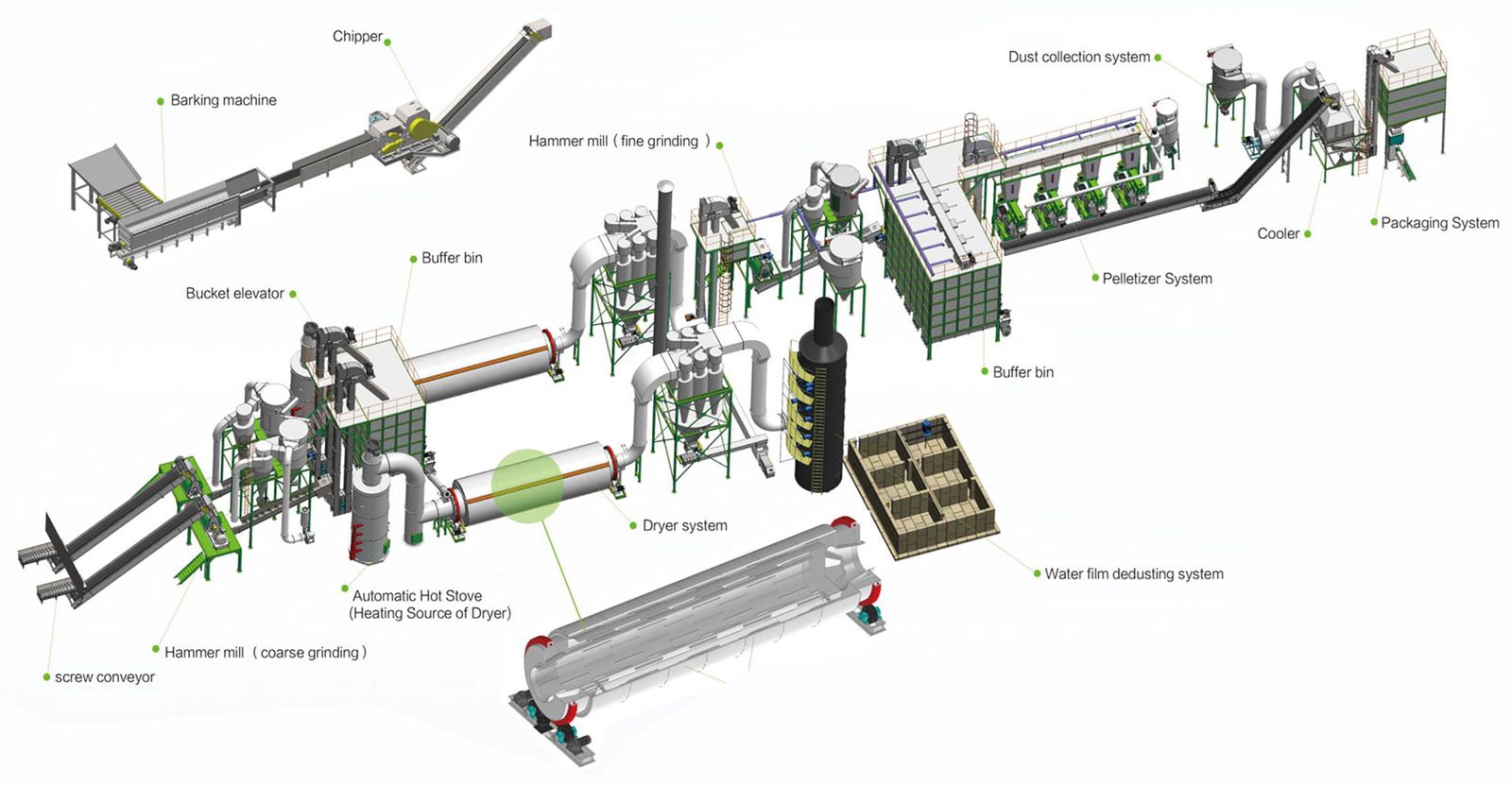
Batch lines process biomass in discrete, separated cycles, allowing operators to change feedstock or settings between runs. Continuous lines maintain an uninterrupted material flow through all processing stages—crushing, drying, pelletizing, and cooling—without stopping between cycles, which maximizes throughput for high-volume, uniform feedstock operations.
When should a producer choose a batch configuration over a continuous line?
Batch configurations are most appropriate when feedstock composition varies significantly—different species, moisture levels, or particle sizes arriving in separate lots—or when annual output targets are below the threshold where continuous-line economies of scale apply. They also suit operations that need flexibility to switch between pellet specifications for different markets.
What feedstock characteristics most influence pellet line configuration selection?
Moisture content, particle size distribution, bulk density, and chemical composition (ash, sulfur, lignin) are the critical variables. High-moisture, heterogeneous biomass typically requires a wet-feed continuous line with integrated drying—such as Kingwood's drum dryer stage—before pelletizing, whereas pre-dried, uniform material can enter either configuration with fewer pre-processing steps.
How does production scale affect the batch-versus-continuous decision?
Continuous lines deliver the strongest return at higher throughput. Kingwood's complete wet-feed production lines are engineered for capacities up to 200,000 metric tons per year, where continuous operation minimizes labor cost per ton and eliminates the idle time inherent in batch changeovers. For smaller annual volumes, the lower capital outlay of batch equipment often offsets its higher per-ton operating cost.
What are the energy efficiency trade-offs between the two configurations?
Continuous lines, once at steady state, typically consume less energy per ton of output because thermal systems—dryers, coolers—operate at stable temperatures rather than cycling up and down between batches. However, the energy advantage is only realized with well-matched equipment sizing; an oversized continuous line running at low utilization can be less efficient than a correctly sized batch system.
What capital and operating cost factors should be compared?
Initial capital cost, installation complexity, labor requirements, spare parts inventory, planned maintenance intervals, and downtime risk all factor in. Batch lines generally carry lower upfront investment and simpler commissioning. Continuous lines require higher initial capital but reduce per-ton labor and consumable costs at scale—typically showing stronger economics beyond a specific annual-volume breakeven point that varies by feedstock and market price.
How does Kingwood support manufacturers in selecting the right configuration?
Kingwood's engineering team conducts feedstock analysis, capacity planning, and site assessment before recommending a line configuration. With over 2,000 production line projects planned and designed across 30 countries, Kingwood's Three-Standardization Framework—Integrated, Dust-Free, and Automated production lines—provides a structured basis for evaluating which configuration aligns with a client's operational requirements and sustainability targets.
- Kingwood has planned and designed more than 2,000 biomass pellet production line projects across 30 countries since its founding in 1999. (2025, Kingwood corporate profile, kingwoodpellet.com)
- A 12 TPH Kingwood wood pellet line deployed in Vietnam in 2024 achieved full investment payback within 23 months of commissioning. (2024, Kingwood project case study: vietnam-wood-pellet-line-12-tph-kingwood-payback)