
Commercial Industrial Wood Pellet Mill: Operating Cost Guide
Kingwood · May 26, 2026
Why Operational Strategy Determines Profitability in Commercial Wood Pellet Mills
The commercial industrial wood pellet mill sector rewards operators who treat the production line as an integrated system — not a collection of isolated machines. Wood waste enters at one end; specification-grade biomass pellets exit at the other. Every stage in between — sizing, drying, grinding, pelletizing, cooling, packaging — directly impacts yield, energy consumption, and margin.
Biomass pellets produced to industrial specification carry a calorific value of 4,800 kcal/kg, moisture content below 15%, sulfur content below 0.3%, and ash content below 18%. These figures place properly produced pellets in compliance with EU moisture standards, ISO ash limits, and China’s GB13271-2001 boiler emission standard. Operators who cannot consistently hit feedstock and output specifications face quality rejection, regulatory exposure, and suppressed pricing.
The strategies below address the highest-impact operational variables for any commercial-scale pellet mill facility.
Raw Material Handling and Pre-Processing: The First Cost Control Point
Inconsistent feedstock is the leading cause of pellet mill downtime and die wear. Incoming wood waste varies in particle size, moisture content, and density. A structured pre-processing sequence eliminates this variability before material reaches the ring die.
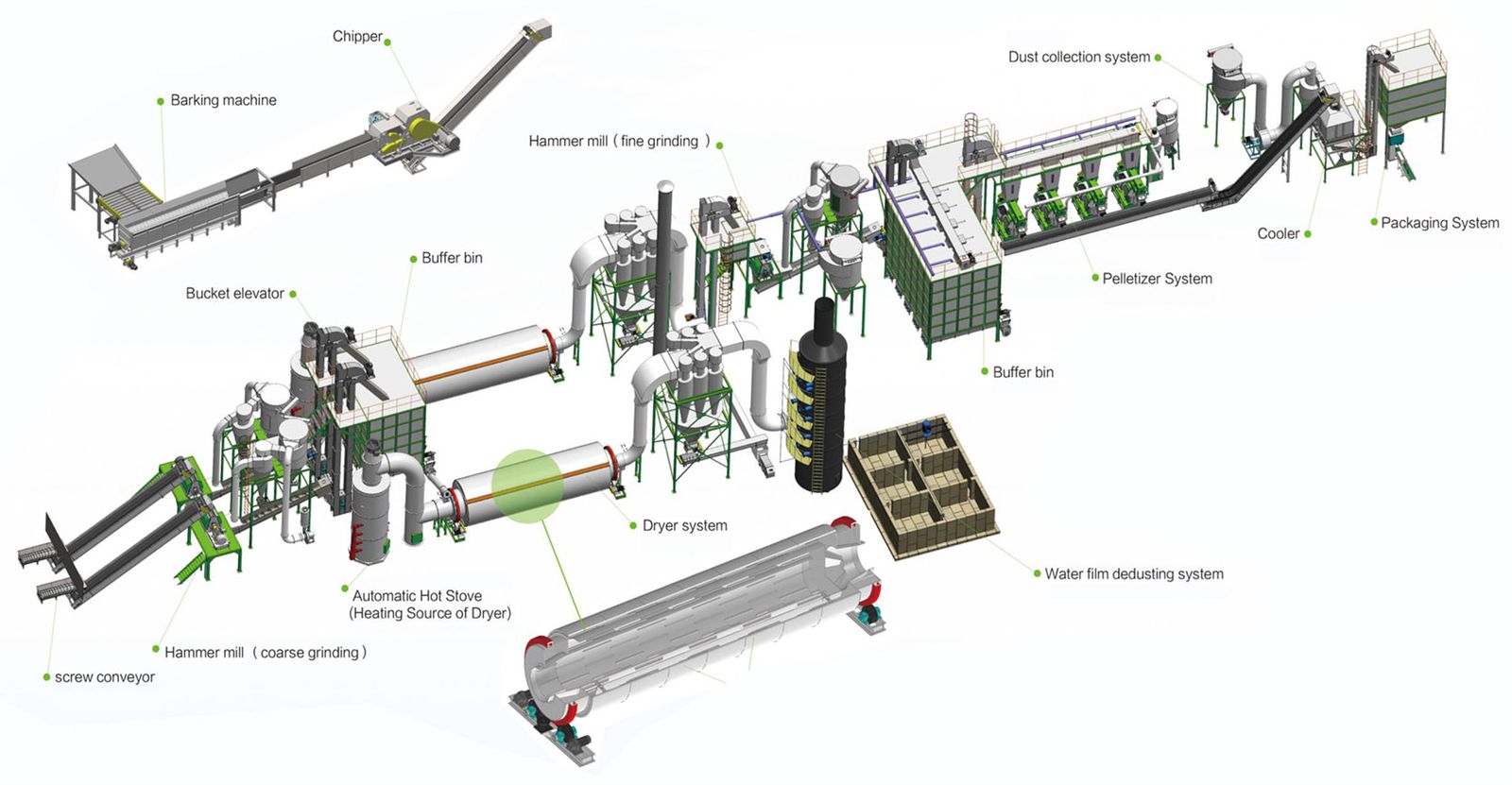
A production-grade wet-feed line processes high-moisture biomass through the following stages in sequence:
- Coarse size reduction — A drum chipper reduces logs, branches, or large offcuts to manageable chip size.
- Primary grinding — A hammer mill reduces chips to the particle size required for efficient drying and pelletizing.
- Drying — A drum dryer brings moisture content down to below 15%, the threshold required for stable pellet formation.
- Fine grinding — Secondary hammer milling homogenizes particle size distribution ahead of the pellet mill.
- Pelletizing — The ring die pellet mill applies mechanical pressure to form dense, durable pellets.
- Cooling — A counter-flow cooler reduces pellet temperature and surface moisture, hardening the pellet structure.
- Packaging — Automated bagging for storage and dispatch.
Sourcing feedstock from local suppliers under long-term supply agreements stabilizes both input cost and material consistency. Variable feedstock forces frequent die changes and parameter adjustments — both of which erode throughput and increase labor hours per ton.
Equipment Selection and Production Line Configuration
Capital equipment selection defines the efficiency ceiling of the entire operation. For commercial and industrial-scale facilities, the key specification decisions are pellet mill type, drive configuration, and line integration.
Kingwood’s JWZL-series vertical ring die pellet mills are designed for continuous industrial operation. The JWZL-688D delivers 3–3.5 t/h; the JWZL-928 reaches 4–5 t/h. For facilities requiring higher aggregate throughput, multiple units operate in parallel — a configuration used in Kingwood’s 30 t/h installation in Chongqing, China (2021) and a 24 t/h wood chip pellet line in Vietnam (2023).
The JZWH-860 horizontal pellet mill offers an alternative mechanical configuration at 4–5 t/h, suitable for specific feedstock and layout requirements.
Three selection criteria determine long-term operating cost:
- Die and roller compatibility with feedstock density — Hardwood, softwood, agricultural residues, and mixed biomass each require different die specifications. Mismatched dies accelerate wear and reduce output quality.
- Automation level — Fully automated lines reduce labor cost per ton, minimize human error, and enable consistent parameter control. Kingwood’s Three-Standardization Framework requires all production lines to meet Integrated, Dust-Free, and Automated standards.
- Dust containment — Enclosed processing with integrated dust removal is not optional at commercial scale. It is required for fire safety compliance and operator health protection. The 2024 Guizhou facility built to Dust-Free standards demonstrates the operational and regulatory advantage of this configuration.
For a detailed view of a functioning industrial-scale installation, see the Vietnam 12 t/h wood pellet line case study, which achieved full investment payback in 23 months.
Maintenance, Workforce, and Continuous Process Improvement
Preventative maintenance is the single highest-return operational investment available to a commercial pellet mill operator. Ring die assemblies, roller bearings, hammer mill screens, and dryer flights all operate under continuous mechanical and thermal stress. Scheduled inspection intervals — not reactive repair — determine whether downtime is measured in hours or days.
A structured maintenance program covers:
- Weekly — Die and roller gap inspection; hammer mill screen integrity check; lubrication of all bearing assemblies.
- Monthly — Dryer drum and flight condition assessment; counter-flow cooler airflow verification; drive belt tension and alignment.
- Quarterly — Full drive train inspection; control system calibration; dust extraction filter replacement.
Workforce competence directly determines how quickly deviations are identified and corrected. Operators trained to recognize abnormal vibration signatures, atypical pellet density, or elevated die temperature can intervene before minor wear becomes a production-stopping failure. Kingwood supports client teams with technical training as part of project commissioning.
Process improvement follows data. Facilities with automated monitoring systems capture real-time data on throughput, energy consumption per ton, and moisture at each stage. This data enables systematic identification of efficiency losses — whether in dryer fuel consumption, pellet mill amperage draw, or cooler cycle time. Biomass pellets produced at 4,800 kcal/kg with consistent sub-15% moisture command premium pricing in industrial fuel markets. Process discipline is what sustains that specification across production shifts.
Commercial operators scaling from single-unit installations toward full industrial lines — up to 200,000 metric tons per year capacity — benefit from engaging an equipment partner with documented multi-site project experience. Kingwood has planned and designed over 2,000 production line projects across 30 countries since 1999, providing engineering reference across feedstock types, facility scales, and regulatory environments.
For equipment specifications or production line design consultation, contact Kingwood’s engineering team directly.
FAQ
What equipment is essential for a commercial industrial wood pellet mill production line?
A complete wet-feed biomass pellet production line includes a drum chipper for size reduction, a hammer mill for grinding, a drum dryer for moisture control, a ring die pellet mill for pelletizing, a counter-flow cooler for pellet hardening, and a packaging machine. Kingwood integrates all these into fully automated, dust-free enclosed lines capable of up to 200,000 metric tons per year.
What moisture content is required before biomass enters the pellet mill?
Feedstock moisture must be reduced to below 15% prior to pelletizing. This is achieved using a drum dryer upstream in the production line. Pellets produced to this specification meet EU, ISO, and Chinese GB emission standards.
How much can biomass pellets reduce fuel costs compared to fossil fuels?
According to Kingwood's operational data, biomass pellets reduce fuel costs by 40–50% versus conventional fossil fuels, while meeting all emission indicators below China's GB13271-2001 national boiler air pollutant standard.
What is the typical investment payback period for a commercial wood pellet mill?
Payback period varies by scale and feedstock cost. A documented Kingwood case in Vietnam (12 t/h line, commissioned 2024) achieved full investment payback in 23 months under commercial operating conditions.
What pellet mill models are available for commercial-scale production?
Kingwood's vertical ring die pellet mills range from the JWZL-420 (1–1.5 t/h) to the JWZL-928 (4–5 t/h) and JWZL-1068 for higher-volume requirements. The horizontal JZWH-860 also delivers 4–5 t/h. Multiple units can run in parallel for large-scale lines up to 30 t/h and beyond.
Why is dust-free production important in a commercial pellet mill?
Biomass dust is a combustion and respiratory hazard. Kingwood's Three-Standardization Framework mandates Dust-Free production lines with enclosed processing and integrated dust removal systems. This reduces fire risk, improves regulatory compliance, and lowers insurance and remediation costs.
What certifications should a commercial wood pellet mill equipment supplier hold?
Key certifications include ISO 9001 (quality management), ISO 14001 (environmental management), and CE marking for European market access. Kingwood holds all three, along with recognition as a Jiangsu Provincial High-Tech Enterprise and Top 10 Brand in Biomass Molding Equipment.
- Global industrial wood pellet demand reached approximately 32 million metric tons in 2023, driven by coal-to-biomass fuel switching in power generation across Europe and Asia. (2023, IEA Renewables 2023 Report (International Energy Agency))
- Biomass energy accounted for roughly 55% of the European Union's renewable energy consumption in 2022, underscoring industrial-scale pellet mill investment as a long-term strategic priority. (2022, Eurostat Energy Statistics 2022 (European Commission))